
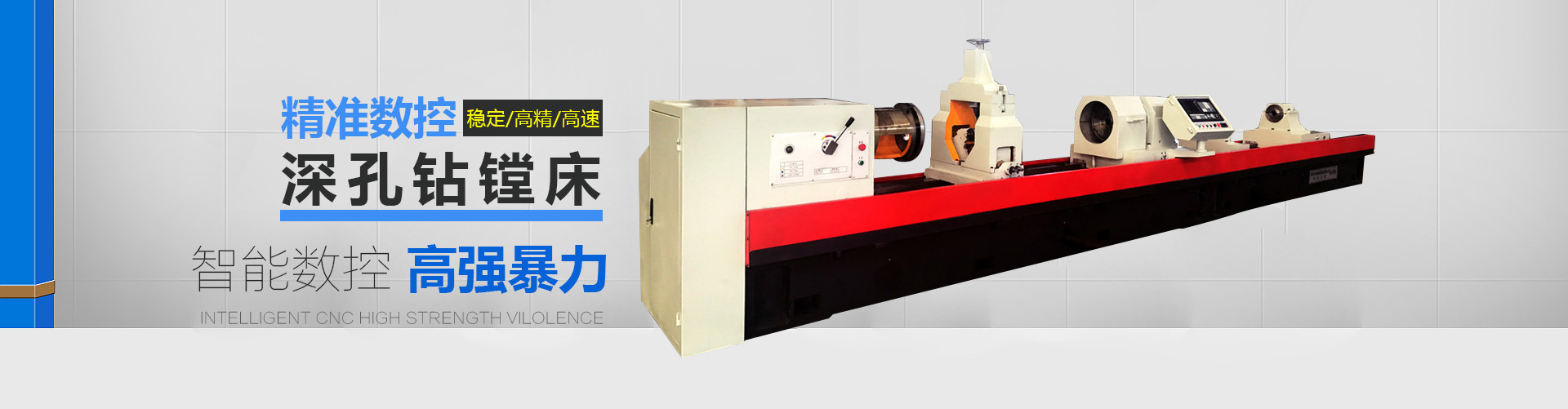

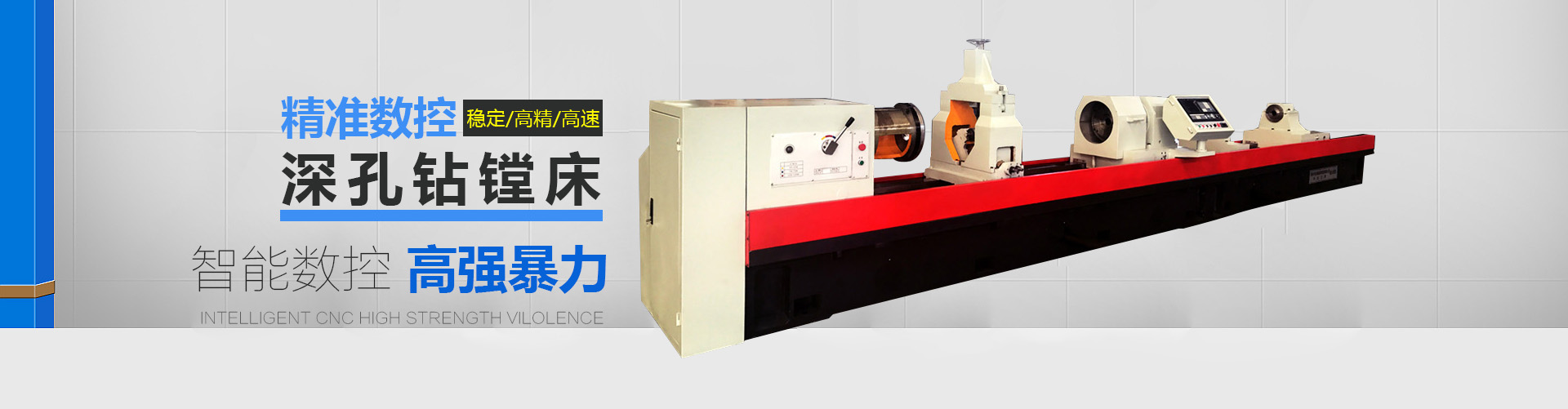



巨泰机床工厂自营-TK2280数控深孔钻镗床
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇(德尔利工业园内)
主营:深孔加工刀具,辅具有:标准深孔钻头,深孔镗头 ,滚压头 ,镗
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
巨泰机床工厂自营-TK2280数控深孔钻镗床
德州深孔钻镗床,双轴数控深孔枪钻多少钱,德州深孔刀具品牌
深孔钻镗床的深孔镗刀是精密孔加工中不可缺少的重要刀具,其加工孔的精度能达到IT6级,表面粗糙度可达到’Ra0.8~1.6μm,常见的型式有螺纹式微调镗刀、偏心式微调镗刀、滑槽式双刃镗刀以及浮动镗刀等。这些微调镗刀各具特点,在实际生产中得到广泛应用,其中螺纹差动式微调镗刀构思新颖,微调精度高,可自动消除螺纹间隙,是一种具有发展前途的微调镗刀。










深孔钻镗床存在问题:孔径缩小
(1)产生原因 铰刀外径尺寸设计值偏小;切削速度过低;进给量过大;铰刀主偏角过小;切削液选择不合适;刃磨时铰刀磨损部分未磨掉,弹性恢复使孔径缩小;铰钢件时,余量太大或铰刀不锋利,易产生弹性恢复,使孔径缩小以及内孔不圆,孔径不合格。
(2)解决措施 更换铰刀外径尺寸;适当提高切削速度;适当降低进给量;适当增大主偏角;选择润滑性能好的油性切削液;定期互换铰刀,正确刃磨铰刀切削部分;设计铰刀尺寸时,应考虑上述因素,或根据实际情况取值;作试验性切削,取合适余量,将铰刀磨锋利。

数控深孔钻镗床外排屑:一般在镗孔或扩孔时都采用外排屑(此时不使用授油器)。外排屑时,将钻杆主轴后端的内排屑收集罩卸下,将床身后侧压力油管的截止阀用高压软管与钻杆主轴后端部的法兰盘连接起来。切削液通过钻杆主轴和钻杆的内孔到工件的切削区域。这时切削液带着切屑流到工件两端的切屑收集罩里,过滤后,流到汇集池里,再经过沉淀箱回到泵站油箱。

张丽媛先生
手机:18263061358


